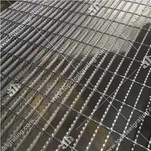
För närvarande är varmförzinkat stålgaller den vanligaste anti-korrosions- och anti{1}}rostmetoden inom stålgallerindustrin, eftersom zinkskiktet kan bilda ett tätat skyddsskikt på stålets yta galler, och det har också en bra katodskyddseffekt. Var försiktig med att bli repad, själva zinkskiktets katodiska skydd kan också skydda järnet från att korroderas av luft.
Det varmförzinkade stålstångsgallret kan effektivt skydda mikro-sprickorna som orsakas av skärning och kallbearbetning av plåten och zinkutbränningsområdet- nära svetsen, vilket förhindrar att rost börjar härifrån. Vid sekundärsvetsning av stålgaller medför förekomsten av zinkskikt vissa svårigheter vid svetsning av varmförzinkat stålstångsgaller. Smältpunkten för zink är cirka 420 grader, och förångningstemperaturen är 908 grader, vilket inte är gynnsamt för svetsning. Den avdunstar när den antänds. Förångningen och oxidationen av zink kan leda till porer, brist på fusion och sprickor och till och med påverka bågens stabilitet. Bland dem är svetssprickor, porer och slagginneslutning de viktigaste problemen.
När bågsvetsning används för att svetsa varmförzinkat stålstångsgaller, oxideras zinkskiktet nära den smälta poolen till ZnO under inverkan av bågvärme och avdunstar, vilket bildar en stor mängd rök och damm. Huvudkomponenten i denna rök är ZnO, som har en stor stimulerande effekt på arbetstagarnas andningsorgan. Därför måste goda ventilationsåtgärder vidtas vid svetsning. Enligt samma svetsspecifikation är mängden rök och damm som genereras vid svetsning med elektrod av titanoxidtyp lägre, medan mängden rök och damm som genereras vid svetsning med elektrod av låg-vätetyp är större.
https://www.topsteelgrating.com/